La curación UV LED ha transformado la impresión de etiquetas. Ofrece ahorro energético, inicio inmediato de curado y menor calor en el sustrato. Las prensas narrow web modernas exigen ajustes finos para mantener calidad a alta velocidad. Este texto ofrece prácticas concretas aplicables a flexografía, impresión en relieve y otros procesos de banda estrecha.
Fundamentos del curado UV LED
Los LEDs emiten en bandas estrechas del espectro. Los picos comunes son 365, 385, 395 y 405 nm. La eficacia del curado depende de la coincidencia entre el espectro LED y la absorción del fotoiniciador. La dosis, expresada en mJ/cm², determina el grado de reticulación. La irradiancia (mW/cm²) y el tiempo de exposición configuran la dosis. En operaciones de alta velocidad, la irradiancia debe aumentar para compensar menor tiempo de exposición.
Selección de tinta y fotoiniciadores
Elegir la tinta adecuada acelera el proceso. Buscar tintas formuladas para LED. Estas contienen fotoiniciadores con absorción en el rango emitido por LEDs. Los fotoiniciadores acil fosfina y derivados de TPO funcionan bien en 395–405 nm. Para sustratos con alta migración o con barrera, usar formulaciones con fotoiniciadores terciarios y monómeros de baja migración. Reducir la carga de pigmento cuando se precise mayor penetración de luz. Controlar la viscosidad para mantener una película uniforme y delgada.
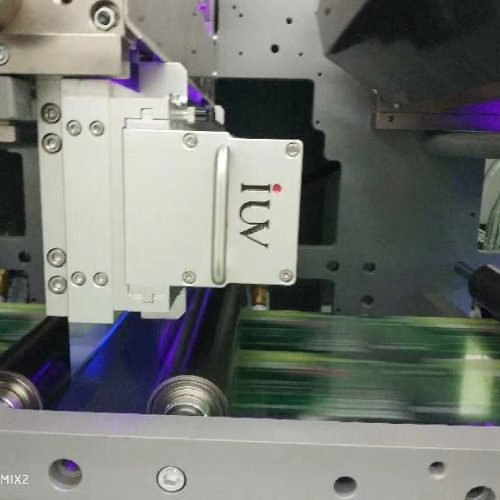
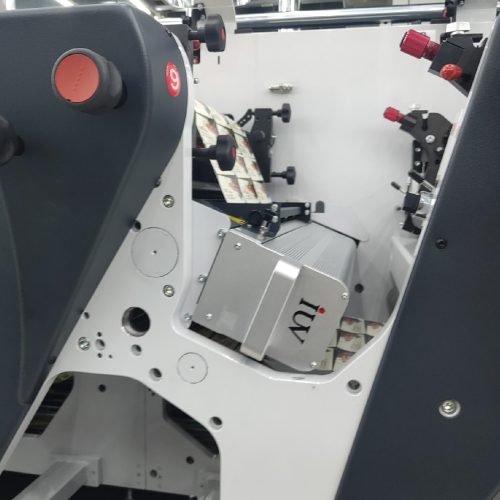
Configuración y diseño de la fuente LED
La geometría del cabezal influye en uniformidad. Optar por reflectores y lentes que minimicen pérdidas por dispersión. Colocar bancos múltiples con solapamiento controlado reduce bandas frías. Mantener una distancia óptima entre LED y la película. Distancias cortas elevan la irradiancia, pero aumentan el riesgo térmico y de daño mecánico. Ajustar inclinación y altura según la topografía del trabajo.
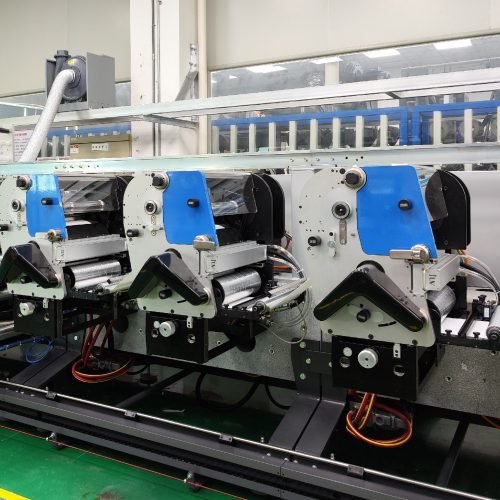
Parámetros para flexografía y rotativa narrow web
En flexografía, la filmografía suele ser delgada y el relieve exige curado superficial homogéneo. Aumentar la irradiancia en zonas con tinta opaca. En rotativas de alta velocidad, dividir la curación en etapas: un banco inicial para fijación rápida y un banco posterior para curado final. Esta estrategia reduce tack superficial y mejora adhesión. Controlar la tensión del web para evitar fundidos o estiramientos que afecten el espesor de tinta.
Manejo térmico y del sustrato
Aunque los LEDs generan menos calor que las lámparas de mercurio, el calor acumulado puede deformar materiales sensibles. Monitorizar temperatura del sustrato en puntos críticos. Implementar soluciones de enfriamiento por aire forzado o transportadores refrigerados cuando trabaje con polímeros finos o adhesivos sensibles. Evitar puntos de contacto que concentren temperatura.
Oxígeno, inhibición de superficie e inertización
El oxígeno inhibe la reticulación superficial. En piezas con alto contenido de monómero, la capa superficial puede permanecer pegajosa si no se controla la inhibición. La inertización con nitrógeno reduce la presencia de oxígeno en la zona de curado. En líneas de alta velocidad, sistemas de flujo de nitrógeno dirigidos y cámaras cortas resultan efectivos. Alternativas menos costosas incluyen añadir agentes de disipación de oxígeno o formulaciones con fotoiniciadores de alta actividad.
Medición de irradiancia y control de dosis
Medir periódicamente con radiómetros compatibles garantiza parámetros reproducibles. Registrar irradiancia y calcular dosis según velocidad de línea. Implementar alarmas cuando la irradiancia cae por debajo de umbrales críticos. Utilizar calibradores traceables para evitar desviaciones entre bancos de trabajo. Incorporar dosímetros UV en los rollos para verificar dosis real recibida por la tinta.
Pruebas de curado y control de calidad
Definir pruebas sencillas para verificar el curado en producción. Prueba del frotado con MEK muestra resistencia química superficial. Medir tack con testeras adhesivas o herramientas de tack meter. Realizar ensayos de adhesión y flexión para etiquetas en aplicaciones finales. Registrar resultados y asociarlos a recetas de trabajo, incluyendo tipo de tinta, potencia LED, velocidad y distancia de cabezal.
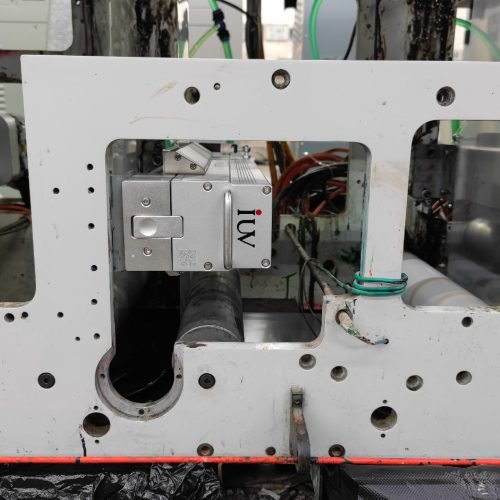
Mantenimiento y vida útil del equipo
Los módulos LED requieren limpieza periódica de lentes y disipadores. Polvo o películas de tinta reducen la salida útil. Controlar la temperatura de operación de los diodos. Sustituir módulos según hora de servicio o señales de degradación espectral. Mantener reflectores en óptimo estado. Documentar intervenciones y reemplazos para correlacionar fallas con rendimiento.
Compatibilidad con adhesivos y laminados
La interacción entre tinta curada y adhesivo puede afectar el tack a largo plazo. Evaluar compatibilidad con adhesivos hot-melt, acrílicos y de liberación. En trabajos con laminado, asegurar que el curado llegue a la profundidad necesaria para evitar migración o deslaminado. Ajustar la dosis o la formulación si aparece embrittlement o pérdida de adherencia.
Optimización productiva y control de costes
Aumentar irradiancia no siempre es la solución más económica. Es preferible equilibrar tinta, formulación y distribución de bancos. Implementar recetas de trabajo por cliente reduce pruebas en línea. Utilizar sensores de velocidad y lazos cerrados para mantener dosis constante pese a cambios de velocidad. Registrar consumos energéticos para justificar actualizaciones de cabezales o inversiones en inertización.
Checklist práctico para altas velocidades
- Seleccionar tintas formuladas para LED con fotoiniciadores adecuados.
- Medir irradiancia y calcular dosis real para cada velocidad.
- Diseñar bancos LED escalonados para curado en etapas.
- Controlar distancia y ángulo del cabezal respecto a la película.
- Implementar inertización si persiste inhibición por oxígeno.
- Monitorizar temperatura del sustrato y aplicar enfriamiento si procede.
- Mantener limpieza y registro de mantenimiento de módulos LED.
- Validar curado con pruebas MEK, tack y adhesión antes de entrega.
Conclusión
Optimizar el curado UV LED en entornos de banda estrecha requiere una visión combinada de formulación, hardware y control de proceso. Pequeños ajustes en tinta, espectro y geometría del cabezal suelen traducirse en mejoras notables de rendimiento. La clave reside en medir, documentar y estandarizar recetas para cada combinación de sustrato y trabajo. Con esa práctica, se logra mantener producción a alta velocidad sin comprometer calidad ni durabilidad.