La impresión flexográfica moderna ha experimentado una revolución gracias a la adopción de tecnologías de curado UV. Esta técnica no solo mejora la calidad y durabilidad de las impresiones, sino que también optimiza los procesos de producción, especialmente en el ámbito de la impresión de etiquetas y envases de tirada corta y media. Entender y controlar los parámetros clave del curado UV es fundamental para obtener resultados consistentes y de alto rendimiento.
Comprendiendo el Curado UV en la Flexografía
El curado UV es un proceso fotoquímico donde la luz ultravioleta inicia una reacción de polimerización. Las tintas, barnices o recubrimientos fotopolimerizables contienen fotoiniciadores que, al ser expuestos a la radiación UV, generan radicales libres o cationes. Estos fragmentos activos reaccionan con los monómeros y oligómeros presentes en la formulación, creando una red tridimensional sólida y reticulada. En la flexografía, este proceso se aplica directamente sobre el sustrato impreso, asegurando una fijación instantánea y una superficie resistente.
La Importancia del Curado UV en la Impresión de Etiquetas y Embalajes
La industria de la impresión de etiquetas y embalajes de banda estrecha, que a menudo utiliza la tecnología flexográfica, exige rapidez, eficiencia y acabados de alta calidad. El curado UV ofrece ventajas significativas:
- Secado Instantáneo: Las tintas UV curan de forma inmediata, eliminando la necesidad de secadores de aire caliente o infrarrojos. Esto permite velocidades de impresión más altas y un menor consumo de energía.
- Mayor Durabilidad: Las impresiones curadas con UV presentan una resistencia superior a la abrasión, a los químicos y a la decoloración, crucial para etiquetas expuestas a condiciones adversas.
- Versatilidad de Sustratos: Permite imprimir sobre una amplia gama de materiales, incluyendo plásticos, películas y papeles no absorbentes, que serían difíciles de secar con métodos convencionales.
- Calidad de Impresión: Logra una alta definición, colores vibrantes y una excelente nitidez en los detalles finos.
Parámetros Clave para un Curado UV Óptimo
La efectividad del curado UV depende de la interacción precisa de varios factores. Dominar estos parámetros es esencial para cualquier ingeniero o técnico de impresión flexográfica.
1. Potencia de la Lámpara UV
La potencia de la lámpara UV, medida en vatios por centímetro (W/cm) o vatios por pulgada (W/in), determina la cantidad de energía que la lámpara emite en un área determinada. Una potencia insuficiente resultará en un curado incompleto, lo que puede llevar a problemas de adherencia, migración de tinta y bajo rendimiento físico.
- Consideraciones: La potencia requerida varía según el tipo de tinta, el grosor de la capa de tinta, la velocidad de impresión y el tipo de lámpara (tradicional de mercurio de alta presión o LED). Las lámparas LED, aunque a menudo tienen una potencia nominal menor, son más eficientes en la emisión de la longitud de onda correcta y la concentración de energía.
2. Irradiancia (Intensidad de Luz)
La irradiancia se refiere a la cantidad de energía UV que llega a la superficie de la tinta en un momento dado, medida en milivatios por centímetro cuadrado (mW/cm²). Es un indicador más preciso del curado que la potencia de la lámpara, ya que considera la distancia entre la lámpara y el sustrato, así como la vida útil de la lámpara.
- Impacto: Una irradiancia adecuada es vital para iniciar rápidamente la reacción de polimerización. Si la irradiancia es baja, la curación será lenta o incompleta, afectando la calidad final y la funcionalidad de la impresión. Los medidores de UV son herramientas indispensables para monitorizar este parámetro.
3. Dosis de Exposición (Energía de Curado)
La dosis de exposición es la cantidad total de energía UV que la tinta recibe durante el proceso de curado, y se calcula como el producto de la irradiancia y el tiempo de exposición. Se mide en julios por centímetro cuadrado (J/cm²).
- Fórmula: Dosis = Irradiancia × Tiempo de Exposición.
- Relevancia: Cada formulación de tinta UV está diseñada para curarse con un rango específico de dosis. Superar la dosis óptima raramente mejora el curado y puede incluso degradar el polímero o el sustrato. Una dosis insuficiente resulta en subcurado. La velocidad de la máquina de impresión determina directamente el tiempo de exposición.
4. Longitud de Onda de la Luz UV
Las lámparas UV emiten radiación en diferentes rangos de longitud de onda. Las tintas UV están formuladas para reaccionar a longitudes de onda específicas, típicamente en el rango de 300 a 400 nanómetros (nm). Las lámparas de mercurio emiten un espectro amplio, mientras que las lámparas LED emiten en bandas de longitud de onda mucho más estrechas (por ejemplo, 365 nm, 385 nm, 395 nm, 405 nm).
- Optimización: Es crucial que la longitud de onda emitida por la lámpara coincida con la sensibilidad del fotoiniciador en la tinta. La tecnología LED permite una mayor precisión en la emisión de la longitud de onda deseada, mejorando la eficiencia del curado y minimizando la pérdida de energía en espectros no utilizados. Esto es especialmente importante para tintas de curado rápido y para trabajar con sustratos sensibles al calor.
5. Distancia de la Lámpara al Sustrato
La distancia entre la fuente de luz UV y la superficie de la tinta influye directamente en la irradiancia que recibe la tinta. La intensidad de la luz disminuye con el cuadrado de la distancia (ley del inverso del cuadrado).
- Impacto: Mantener una distancia constante y optimizada es fundamental. Una distancia mayor reduce la irradiancia, lo que puede requerir un aumento del tiempo de exposición o de la potencia de la lámpara. Las instalaciones de curado UV modernas suelen tener distancias fijas y optimizadas de fábrica.
6. Temperatura del Sustrato
Aunque el curado UV es un proceso que genera poco calor en comparación con otros métodos de secado, la acumulación de calor puede ser un factor. Temperaturas excesivas pueden degradar el sustrato, afectar la viscosidad de la tinta o causar problemas de dimensionalidad en películas delgadas.
- Manejo: En aplicaciones de alta velocidad o con sustratos sensibles, puede ser necesario utilizar sistemas de enfriamiento (aire o agua) o optar por lámparas LED, que generan significativamente menos calor residual que las lámparas de mercurio tradicionales. La ventilación adecuada en la zona de curado también es importante.
7. Características de la Tinta UV
La composición de la tinta UV es el factor más determinante para los parámetros de curado. Los distintos tipos de tintas (base acrilato, base epoxi, etc.), la concentración de fotoiniciadores, el tipo de monómeros y oligómeros, y la presencia de pigmentos o cargas, todos influyen en los requisitos de curado.
- Guía del Fabricante: Los fabricantes de tintas proporcionan especificaciones detalladas sobre los requisitos de curado para cada uno de sus productos, incluyendo la potencia, irradiancia, dosis y longitud de onda óptimas. Seguir estas directrices es la base para un curado exitoso. Los pigmentos, especialmente los opacos como el blanco y ciertos tonos de amarillo y rojo, pueden absorber la luz UV y requerir mayor energía para penetrar y curar completamente la capa de tinta.
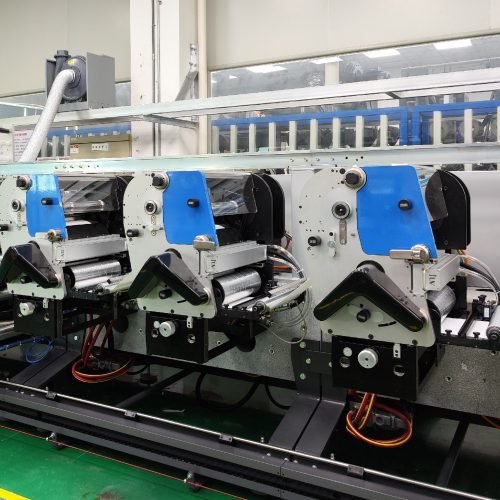
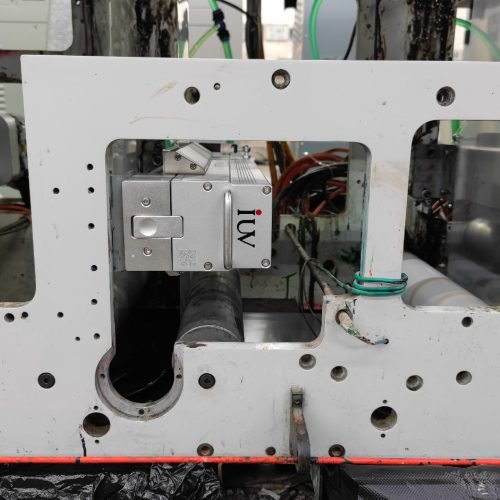
8. Diseño de la Máquina de Impresión y la Unidad de Curado
La integración de la unidad de curado UV en la máquina de impresión flexográfica es crucial. Un diseño eficiente asegura un flujo de trabajo continuo y protege la maquinaria y al personal de la radiación UV.
- Consideraciones: El número de lámparas, su disposición (en línea o en estaciones de curado independientes), los sistemas de ventilación y enfriamiento, y la robustez de la construcción son aspectos de ingeniería importantes. Para la impresión de banda estrecha moderna, las unidades de curado LED son cada vez más populares por su eficiencia energética, vida útil prolongada y menores requerimientos de mantenimiento.
LED Curado UV vs. Lámparas de Mercurio Tradicionales
La transición a la tecnología LED para el curado UV está marcando una nueva era en la flexografía:
- Eficiencia Energética: Las lámparas LED consumen considerablemente menos energía que las de mercurio, lo que se traduce en ahorros operativos significativos.
- Vida Útil: Los LED tienen una vida útil mucho más larga (20,000-30,000 horas o más) en comparación con las lámparas de mercurio (1,000-2,000 horas), reduciendo los costos de reemplazo y el tiempo de inactividad.
- Espectro Controlado: Los LED emiten un espectro de luz estrecho y específico, optimizando la eficiencia de curado y minimizando la absorción de energía por parte de pigmentos que no son sensibles a esa longitud de onda particular. Esto puede ser una ventaja para ciertas formulaciones de tinta.
- Menos Calor: Los LED generan mucha menos radiación infrarroja, lo que significa menos calor transferido al sustrato y a la maquinaria, siendo ideal para sustratos sensibles al calor.
- Encendido/Apagado Instantáneo: Los LED pueden encenderse y apagarse instantáneamente sin afectar su vida útil, lo que es una ventaja en máquinas de impresión con operaciones de parada y arranque frecuentes.
Resolución de Problemas Comunes en el Curado UV
Los problemas más frecuentes en el curado UV suelen estar relacionados con parámetros mal ajustados:
- Subcurado: Adhesión deficiente, tacto pegajoso, migración de tinta, baja resistencia a la abrasión. Causas: Potencia/irradiancia insuficiente, dosis baja, longitud de onda incorrecta, lámparas al final de su vida útil, o un grosor de capa de tinta excesivo para las condiciones de curado.
- Sobrecurado: Degradación del sustrato, fragilidad de la tinta, amarilleamiento, olores residuales. Causas: Dosis excesiva, temperatura elevada.
- Curado Desigual: Manchas o áreas no curadas. Causas: Distribución irregular de la irradiancia, suciedad en la lámpara o el reflector, o la presencia de sombras.
Conclusión: La Ingeniería Detrás del Curado UV
El curado UV en la flexografía moderna no es solo una tecnología de secado; es un proceso de ingeniería de precisión. Comprender y controlar la potencia, irradiancia, dosis, longitud de onda y temperatura, junto con las características específicas de la tinta y el diseño del equipo, es lo que diferencia una impresión de calidad excepcional de una mediocre. Con la continua evolución hacia tecnologías como el curado LED, los impresores de etiquetas y embalajes de banda estrecha pueden lograr mayores eficiencias, una calidad de producto superior y una mayor sostenibilidad en sus operaciones. La inversión en conocimiento y en equipos de medición adecuados es, sin duda, la clave para desbloquear todo el potencial del curado UV.