En los talleres de impresión que buscan velocidad sin sacrificar calidad, la integración de sistemas de curado UV en prensas narrow web se ha convertido en el secreto mejor guardado. Imaginen una tecnología que permite imprimir etiquetas para botellas de vino a 150 metros por minuto, con colores que se fijan antes de que la cinta transportadora avance 20 centímetros. Así funcionan los LED UV de última generación: no como meros accesorios, sino como motores que redefinen lo posible en flexografía y offset.
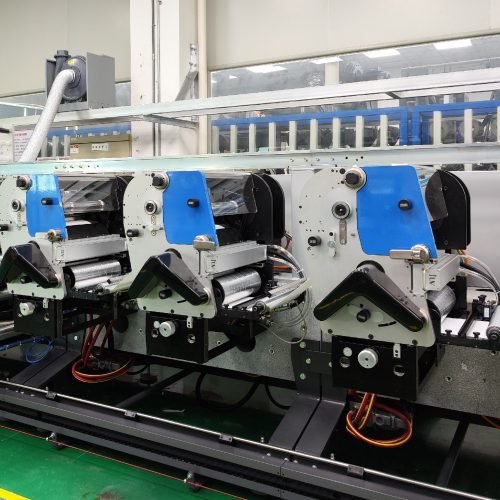
El curado ultravioleta ya no es ese proceso que requería pausas técnicas para ajustar lámparas de mercurio sobrecalentadas. Los diodos actuales operan a temperaturas 70% más bajas, permitiendo imprimir sobre films termorretráctiles sin deformaciones. En una impresora Nilpeter FB-350S, por ejemplo, se instalan módulos intercambiables entre unidades de impresión que sincronizan longitud de onda (365-420 nm) con la química exacta de las tintas Flint Group.
Para los técnicos que trabajan con sustratos complejos, esto cambia las reglas. Una etiqueta autoadhesiva con barniz táctil requiere tradicionalmente tres pasos: impresión, secado por convección y acabado. Con UV LED de alta densidad (8 W/cm²), se cura inline barniz y tinta simultáneamente sobre polipropileno metalizado. El resultado: 18% menos mermas por rechupes de material y un brillo que supera los 90 grados en medidor BYK-Gardner.
En flexografía de película delgada, donde un exceso de energía puede fundir el PET de 12 micras, los sistemas híbridos marcan la diferencia. Controladores como el GEW E4C regulan milisegundo a milisegundo la potencia emitida, adaptándose a cambios de velocidad en tiempo real. Durante pruebas en una prensa MPS EF Symjet, se lograron curar tintas blancas de alta opacidad (95% Pantone) a 2.8 J/cm² sin afectar sustratos sensibles.
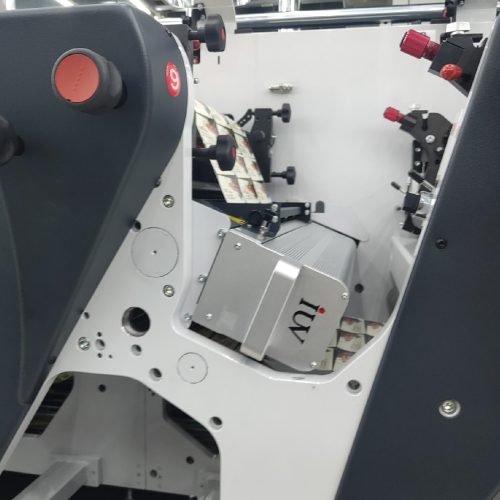
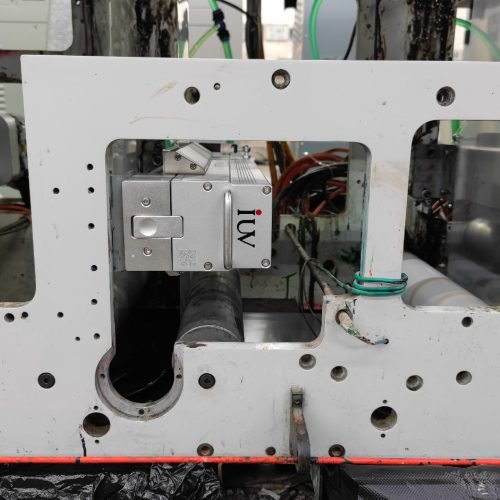
La integración mecánica plantea desafíos que van más allá de la óptica. En diseños de rodillo anilox de 1200 lpi, el curador debe ubicarse a menos de 5 cm del punto de impresión para evitar migración de monómeros. Soluciones como el brazo robótico ajustable de IST permiten reposicionar todo el módulo UV en 15 segundos durante cambios de trabajo, manteniendo el ángulo de incidencia a 90° ±2° para máxima eficiencia.
Hablando de eficiencia: el consumo energético sigue siendo la gran ventaja. Mientras un sistema de arco de mercurio de 300 mm requiere 18 kW, su equivalente LED consume 5.2 kW para igual área de curado. En una planta que opera tres turnos, esto se traduce en 62,000 kWh anuales ahorrados, suficiente para alimentar 20 casas durante un año.
Pero el verdadero avance está en la sinergia con tintas de nueva generación. Las formulaciones con fotoiniciadores de tipo TPO-L permiten alcanzar durezas de 2H (escala de lápiz) en 0.3 segundos, ideal para etiquetas de botellas que sufren raspaduras en líneas de llenado. Empresas como Siegwerk ya ofrecen combinaciones preajustadas donde la viscosidad de la tinta (22-26 segundos en copa Zahn #2) corresponde exactamente a los picos espectrales de los LED instalados.
Para los impresores de embalaje premium, la capacidad de curar barnices de alto relieve sobre cartón plegable abre mercados antes impensables. Un caso documentado en Argentina muestra cómo integrar un sistema Phoseon FireEdge en una prensa KBA Rapida 106 permitió producir cajas de perfumes con texturas 3D, reduciendo tiempos de producción de 14 a 3 pasos.
La mantenibilidad tampoco se queda atrás. Sensores IoT en los cabezales LED monitorean degradación de diodos (menos del 3% a las 20,000 horas), programando automáticamente pedidos de repuestos. En lugar de cambiar lámparas completas, se reemplazan clusters individuales durante la limpieza semanal de rodillos.
Criticaríamos la tecnología si no mencionáramos sus límites actuales. En aplicaciones de metalizado al vacío posterior al curado, algunos sustratos como el BOPP requieren todavía capas de priming especiales. Pero incluso aquí, desarrollos recientes en pre-tratamiento por plasma (como los de la serie CoronaTreat Pro) están cerrando la brecha.
Al final, lo que define a estos sistemas no es su espectro lumínico ni su consumo eléctrico, sino cómo redibujan el flujo de trabajo completo. Donde antes había esperas forzadas por tiempos de secado, ahora hay continuidad. Donde los sustratos limitaban los diseños, ahora hay libertad creativa. Y en un mercado donde el tiempo de cambio de trabajo marca la diferencia entre rentabilidad y pérdida, tener curado instantáneo equivale a poseer una varita mágica industrial.
La próxima vez que vean una etiqueta con efectos holográficos en su cerveza artesanal o un embalaje con relieves que desafían la lógica, piensen en esos sistemas UV silenciosos trabajando tras bambalinas. No son accesorios, son los directores de orquesta de la impresión moderna.